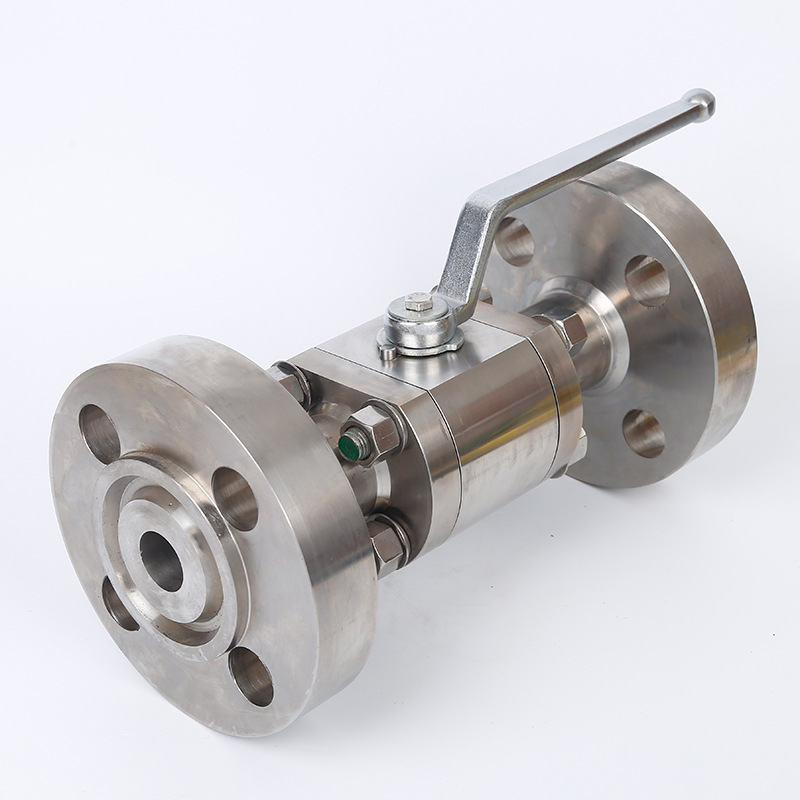




Rèn van thép chịu nhiệt độ cao áp suất cao




Có loạt điều chỉnh thép rèn tương ứng cho van cổng, van cầu và van bi.Rèn khuôn được sử dụng cho DN15-DN80 và rèn tự do được sử dụng cho ≥ DN80.Rèn khuôn đa chiều đồng thời (Công nghệ chế tạo bạc rỗng) cũng dần được áp dụng cho các sản phẩm cao cấp.
Đặc trưng
1. Thiết kế hỗ trợ phân tích phần tử hữu hạn để tối ưu hóa độ bền và trọng lượng của sản phẩm.
2. Nắp ca-pô hàn, nắp ca-pô bắt vít và nắp ca-pô tự hàn áp suất có thể được cung cấp theo yêu cầu của khách hàng.
3. Theo nhu cầu của khách hàng, chúng tôi có thể cung cấp các sản phẩm rèn khuôn đa hướng có đường kính lớn.
4. Nó có thể bao gồm tất cả các loại van thép đúc của công ty, bao gồm loại van, áp suất, đường kính và vật liệu, chế độ kết nối và chế độ truyền dẫn.
Rèn khuôn đa hướng đề cập đến việc rèn có hình dạng phức tạp, không có gờ, nhiều nhánh nhỏ hoặc có khoang, thu được bằng cách sử dụng khuôn kết hợp, một lần gia nhiệt và một lần hành trình ép.Hơn nữa, có một yêu cầu rất cao đối với trọng tải của máy rèn.Trước đây, do thân điều chỉnh đường kính lớn có kích thước lớn nên chỉ có thể chế tạo bằng cách chia bạc rồi ghép và hàn lại với nhau.Nếu sử dụng phương pháp rèn khuôn đa hướng, không chỉ hình dạng có thể được rèn trực tiếp trong một lần nhiệt mà cả khoang bên trong cũng có thể được rèn cùng nhau, cải thiện đáng kể độ bền và tính thẩm mỹ của phôi theo hướng sợi và giảm giá thành sản phẩm .
Quá trình khác biệt giữa van rèn và van đúc
Đối với quá trình đúc van và rèn van, mỗi quy trình đều có những ưu điểm riêng.Một số dự án thích phương pháp này hơn phương pháp khác.Và cái khác phù hợp hơn cho những người khác.Dưới đây chúng tôi liệt kê những khác biệt chính giữa đúc và rèn:
1. Sự khác biệt về sức mạnh:
Vật liệu đúc có độ bền thấp vì chúng được đổ vào một khoang cho phép vật liệu hình thành tự do.
Vật liệu rèn mạnh hơn.Bởi vì chúng có cấu trúc hạt rõ ràng, nén bằng lực làm tăng độ bền cơ học của chúng.
2. Thích hợp cho hình dạng rỗng
Đúc thường được ưu tiên để sản xuất vật liệu có khoảng trống hoặc lỗ hổng.
Việc rèn loại bỏ các lỗ hổng và độ xốp khỏi thành phần của nó.
3. Tính đồng nhất khác nhau:
Vật liệu đúc không phải lúc nào cũng đồng nhất.
Vật liệu rèn có thể được tạo thành một hình dạng nhất quán và duy trì tính nhất quán về cấu trúc.
4. Kích thước giới hạn:
Đúc không có bất kỳ giới hạn nào về kích thước hoặc hình dạng.Bởi vì tất cả các vật liệu sẽ được nấu chảy trước khi tạo hình.
Vật liệu nặng tới 50 kg có thể được rèn.Cần có công suất cao hơn nếu vật liệu được rèn nặng hơn 50 kg.Trong trường hợp này, đúc sẽ là giải pháp thay thế.
5. Độ phức tạp
Đúc có thể tạo ra các mẫu và hình dạng phức tạp.Rèn tập trung nhiều hơn vào việc sản xuất các vật liệu đồng nhất và đơn giản.
6. Chi phí khác nhau:
Đúc sử dụng thiết bị tương đối rẻ tiền.Máy dùng để rèn, chẳng hạn như khuôn công nghiệp nặng, đắt hơn.
Đây là một bài nghiên cứu trong đó các nhà nghiên cứu tại Đại học Toledo đã so sánh sự khác biệt giữa một sản phẩm được sản xuất theo hai cách.Các kết luận sau đây được liệt kê:
Độ bền kéo của vật rèn cao hơn 26% so với vật đúc.
Độ bền mỏi của vật rèn cao hơn 37% so với vật đúc.
Cường độ năng suất của gang chỉ bằng 66% so với thép rèn.
Các vật rèn đã giảm 58% diện tích khi bị hỏng.Diện tích đúc đã giảm 6%.


