Đúc đầu tư, còn được gọi là đúc sáp bị mất, đã được tạo ra cách đây 5.000 năm.Phương pháp đúc này cung cấp các bộ phận chính xác, có thể lặp lại và linh hoạt với các kim loại khác nhau và hợp kim hiệu suất cao.Phương pháp đúc này phù hợp để đúc các bộ phận có mùi và độ chính xác cao, đồng thời đắt hơn các phương pháp đúc khác.Với sản xuất hàng loạt, chi phí đơn vị sẽ giảm.
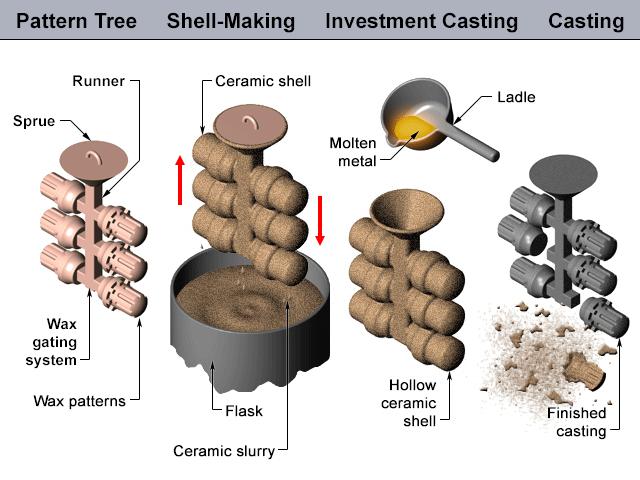
Quá trình đúc đầu tư:
Tạo mẫu sáp: Các nhà sản xuất đúc đầu tư nên tạo mẫu sáp cho vật đúc sáp của họ.Hầu hết các quy trình đúc đầu tư đều yêu cầu sáp đúc tiên tiến để hoàn thành bước này.
Lắp ráp cây sáp: Chi phí sản xuất một sản phẩm đúc đầu tư cao và với việc lắp ráp cây sáp, các nhà sản xuất đúc đầu tư có thể tạo ra nhiều sản lượng hơn.
Tạo vỏ: Tạo túi vỏ trên cây sáp, đông đặc và sử dụng trong quá trình đúc tiếp theo.
Loại bỏ sáp: Loại bỏ lớp sáp bên trong sẽ tạo ra một lỗ hổng để bạn có thể đổ kim loại nóng chảy vào vỏ đã hoàn thiện.
Đập vỏ: Sau khi kim loại nóng chảy đông đặc, đập vỏ để lấy cây sản phẩm đúc kim loại.Cắt chúng ra khỏi cây và bạn sẽ có sản phẩm đúc đầu tư cuối cùng.
Đặc tính kỹ thuật:
1. Độ chính xác kích thước và độ chính xác hình học cao;
2. Độ nhám bề mặt cao;
3. Nó có thể đúc các vật đúc có hình dạng phức tạp, và các hợp kim được đúc không bị giới hạn.
Nhược điểm: thủ tục phức tạp và chi phí cao
Ứng dụng: thích hợp để sản xuất các bộ phận nhỏ có hình dạng phức tạp, yêu cầu độ chính xác cao hoặc khó thực hiện các quy trình khác, chẳng hạn như cánh quạt động cơ tua-bin, v.v.

1. Nó có thể đúc các vật đúc phức tạp bằng các hợp kim khác nhau, đặc biệt là các vật đúc siêu hợp kim.Ví dụ, cấu hình bên ngoài được sắp xếp hợp lý và khoang bên trong làm mát của cánh quạt của động cơ phản lực khó có thể được hình thành bởi quá trình gia công.Việc sản xuất công nghệ đúc đầu tư I không chỉ đạt được sản xuất hàng loạt, đảm bảo tính đồng nhất của vật đúc mà còn tránh được sự tập trung ứng suất của các đường lưỡi dao dư sau khi gia công
2. Độ chính xác về kích thước của vật đúc đầu tư tương đối cao, thường lên tới CT4-6 (CT10~13 đối với đúc cát và CT5~7 đối với đúc chết).Tất nhiên, do sự phức tạp của quy trình đúc đầu tư, có nhiều yếu tố ảnh hưởng đến độ chính xác kích thước của vật đúc, chẳng hạn như độ co ngót của vật liệu khuôn, biến dạng của khuôn đầu tư, sự thay đổi tuyến tính của vỏ khuôn trong quá trình đúc. quá trình gia nhiệt và làm mát, sự co rút của vàng và sự biến dạng của vật đúc trong quá trình hóa rắn, độ chính xác về kích thước của vật đúc đầu tư thông thường tương đối cao, tuy nhiên, tính nhất quán của nó vẫn cần được cải thiện (độ nhất quán về kích thước của vật đúc với trung bình và cao sáp nhiệt độ nên được cải thiện rất nhiều)
3. Khi ép khuôn đầu tư, khuôn có bề mặt hoàn thiện cao của khoang khuôn được sử dụng.Do đó, bề mặt hoàn thiện của khuôn đầu tư cũng tương đối cao.Ngoài ra, vỏ khuôn được làm bằng lớp phủ chống cháy làm bằng chất kết dính và vật liệu chịu lửa chịu nhiệt độ cao đặc biệt, được phủ trên khuôn đầu tư.Độ hoàn thiện bề mặt của khoang khuôn tiếp xúc trực tiếp với kim loại nóng chảy cao.Do đó, độ hoàn thiện bề mặt của vật đúc đầu tư cao hơn so với vật đúc thông thường, thường lên tới Ra.1.3.2 μm.
4. Ưu điểm lớn nhất của phương pháp đúc đầu tư là do phương pháp đúc đầu tư có độ chính xác về kích thước và độ hoàn thiện bề mặt cao nên có thể giảm bớt công việc gia công.Chỉ có thể để lại một lượng nhỏ phụ cấp gia công cho các bộ phận có yêu cầu cao, thậm chí một số vật đúc có thể được sử dụng mà không cần gia công cơ khí.Có thể thấy rằng phương pháp đúc đầu tư có thể tiết kiệm rất nhiều máy công cụ và thời gian xử lý, đồng thời tiết kiệm đáng kể nguyên liệu kim loại
Thời gian đăng: Nov-02-2022